


TOPAZ 32
TOPAZ® 32
性能 & 检测效率的重新定义
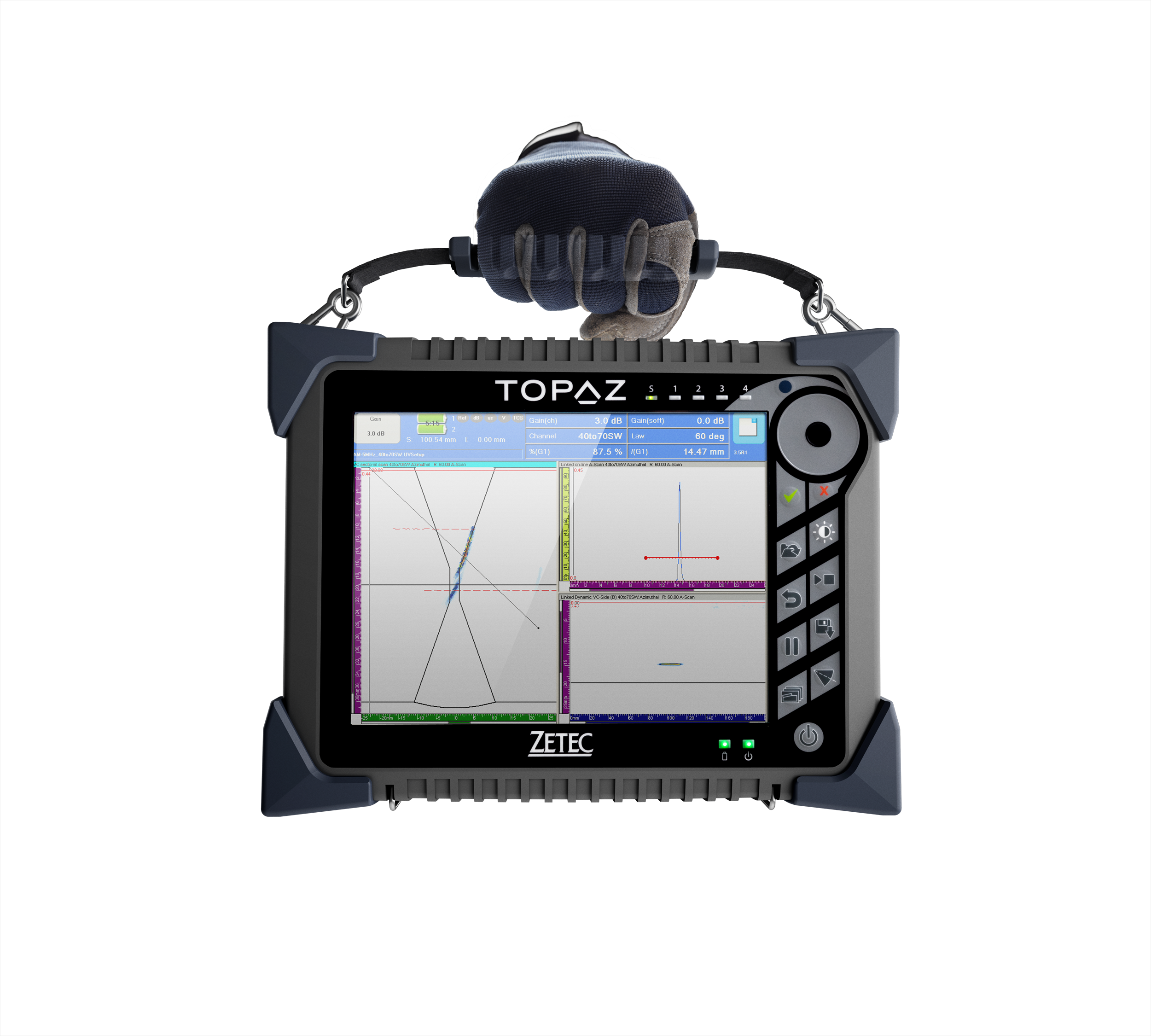
TOPAZ 32是一款由ZETEC开发的全集成32通道超声相控阵检测仪,可同时激发32孔径进行自发自收或一发一收检测,且最多支持128晶片探头实现较大的检测覆盖。配备有10.4英寸多点触控高清显示屏,带来更好的显示与操作体验。TOPAZ 32支持双PAUT+TOFD同时进行检测,且由工业级的UltraVision@ Touch软件驱动,带有完整的分析测量工具包,从配置检测设置、数据采集、数据分析、报告生成均由一个人完成,大大提升了检测效率。
目前TOPAZ 32可选型号包括:
- 32/128PR
- 32/128P
- 32/128PR_TR
TOPAZ 32可适用的检测应用:
- 碳钢焊缝检测
- 金属平板或管道腐蚀检测
- 复合材料分层检测
- 搅拌摩擦焊
- 小径管环焊缝检测
- 薄壁不锈钢检测
- 螺栓检测
- 复合材料TR时间返演功能
TOPAZ 32性能特点:
- 10.4英寸多点触控高清显示屏设计,带来更好的显示与操作体验
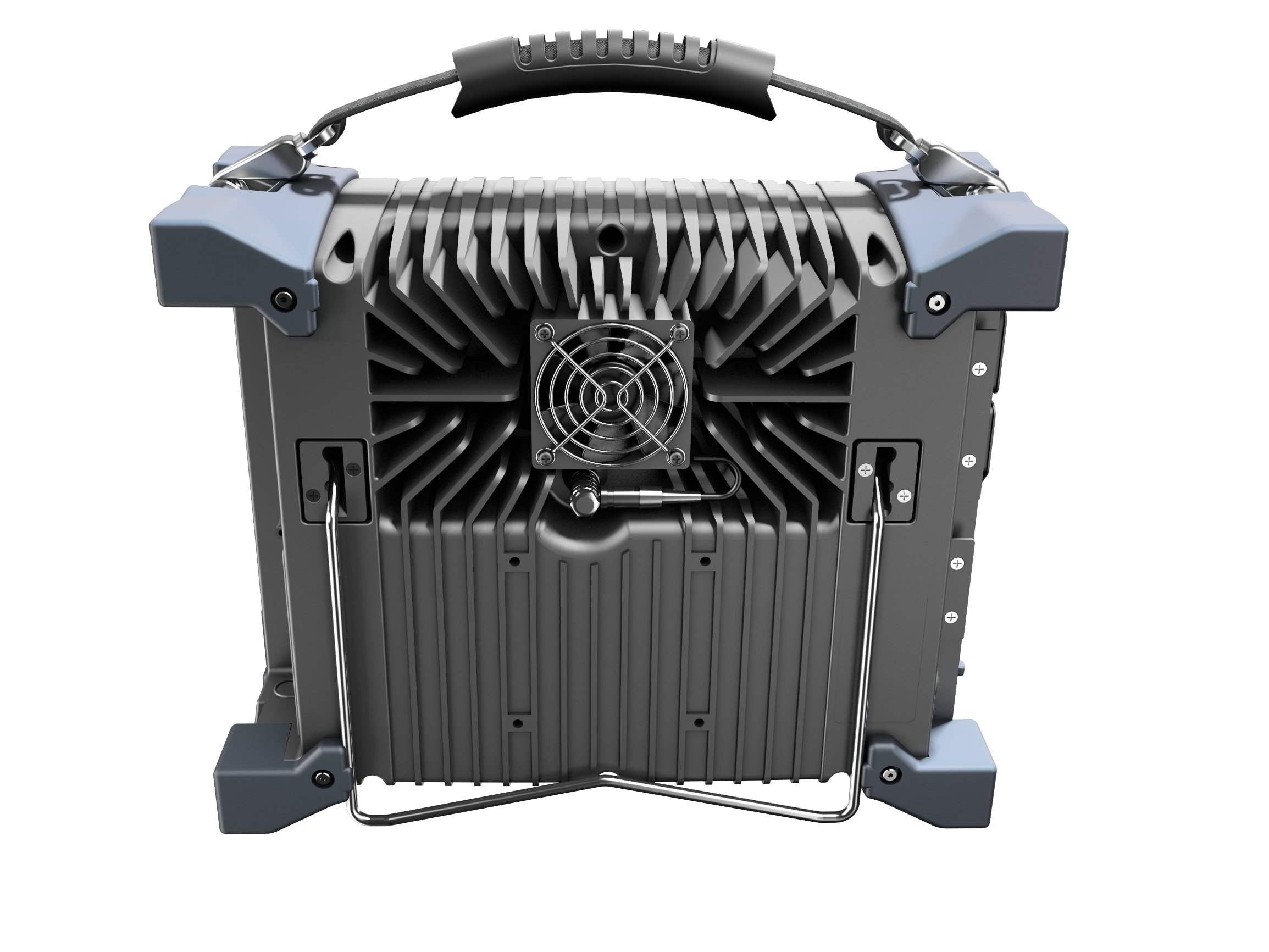
- 结构紧凑的一体式设计、铝制外壳轻巧便携,整机重量6.3Kg
- 外置无空气吸入式风扇,良好的散热与防尘抗噪特性适应各种现场检测
- 两块热插拔式电池供电,可供设备持续运转8小时
- 16位波幅分辨率,大大提高信号幅值精度,有利于更加准确的判读缺陷
- 新的64位主机,120G SSD固态硬盘,数据采集与处理时间大大缩短
- 数据传输速度最大可达10MB/s,数据分析更快,打开更快
- 1 USB3.0,3 USB2.0接口,1000Base-T以太网络接口有效提高数据交换速度
- 支持单个数据文件最大2GB,远程操控时为20GB
- 支持脉冲重复频率最大12KHz
- 带宽:0.5~18MHz(-3dB)
- 支持2D Matrix,探头自动识别,与ZETEC其它扫查器适配
- 激发电压:PA 75V,UT 200V
- 支持4 闸门+1 同步闸门
- 支持DDF动态深度聚焦
- 支持设备自我检测
- 支持聚焦法则数最多达1024
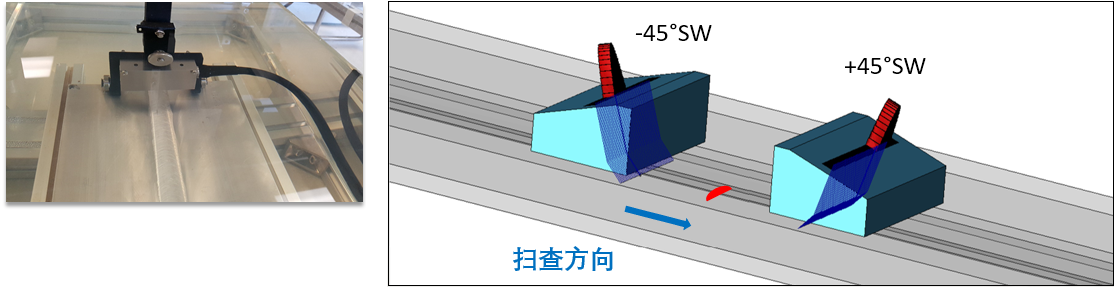
搅拌摩擦焊检测:
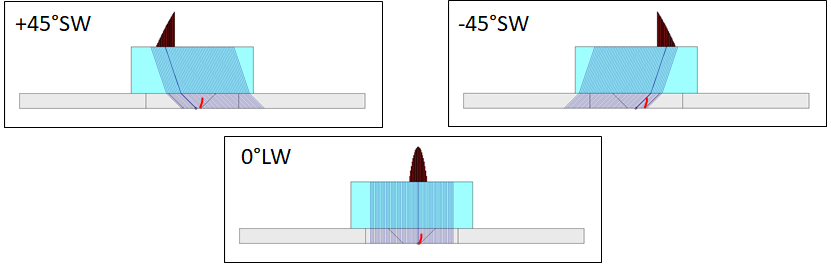
铝合金搅拌摩擦焊工件在航空应用比较广范,通常的检测方法是设置3组不同角度的波束进行线性扫查,多组探头保证焊缝区域全部被覆盖,且每一组探头需要单独进行校准,从检测之前的准备及检测过程来说花费的时间较长。同时使用常规的探头不利于横向缺陷的发现,多组探头的使用时耦合受工件表面状况的影响较大。
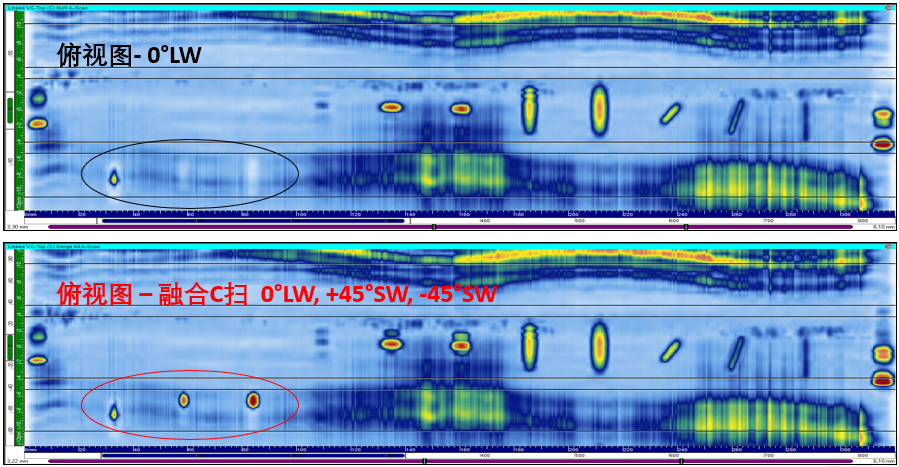
TOPAZ 32为搅拌摩擦焊工件的检测提供了极大的便利,整个焊缝检测只需要一组探头即可,使用ZETEC 128晶片探头一次可覆盖较大区域,且单个探头即可设置多组角度的波束,校准过程也变得简化,大大提高了缺陷的检出能力。同时TOPAZ 32内置UV touch软件具有数据融合功能,多个角度的缺陷可在同一个视图显示出来,大大提高了缺陷分析的效率及准确性。

小径管环焊缝检测:
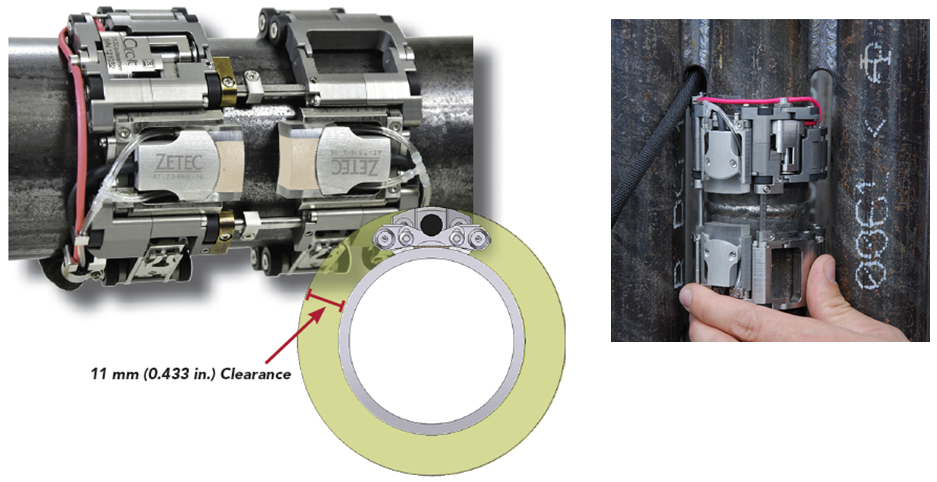
锅炉管道存在大量的接头且需要快速的对这些接头进行检测,因此对检测效率及检测准确性的要求比较高。可选择TOPAZ 32+ Circit小径管扫查器实现高效率的检测。Circ-it扫查器适用于管径0.5至4.0英寸的小径管,扫查器及探头采用低形面设计,空间高度小于11mm,可进行环焊缝的双侧扫查,可根据管径大小轻松调整扫查器及更换探头。

依据待检管件的管径及厚度选择不同曲率的楔块以保证耦合,选择不同晶片,不同频率的探头以实现不同的检测效果:
- 5MHz探头适用于焊缝表面状况粗糙的管件
- 7.5MHz适用于标准的检测
- 10MHz可用于提升小缺陷检测的分辨率(类似于气孔,夹渣等)
- 16或32晶片用于改变探头聚焦及偏转的能力
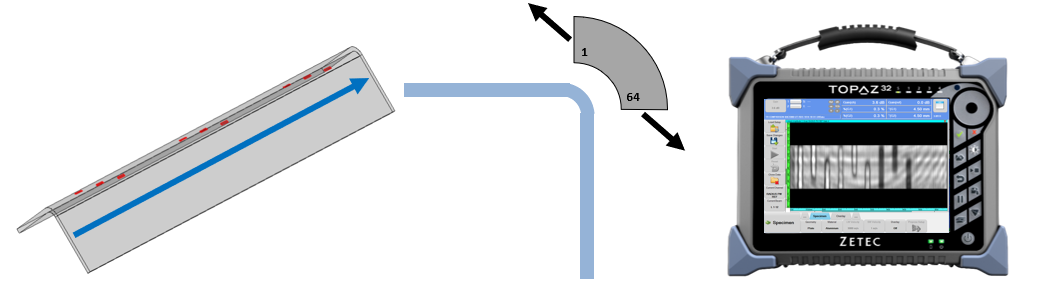
螺栓检测:
实际螺栓使用过程中需要定期进行裂纹检测,而对螺栓进行拆卸非常费时费力,所以通常业主就会寻求比较可靠的现场检测方案。使用常规UT或PAUT手动检测会存在许多的弊端:
- 对固定结构的几何信号及螺纹回波信号的判定难度较大
- 无法保存编码记录的数据,没有后期复查的依据
- 缺陷信号出现的位置没有精准的位置定位
利用TOPAZ 32+专用螺栓检测扫查器可以实现对螺栓的高效检测:
- 手动扫查+永久数据编码记录
- TOPAZ内置UV Touch软件可提供三维视图显示,大大降低了信号判读难度
- 专用扫查器可径向调整探头的位置
- 弹簧设计可为探头提供充分的耦合
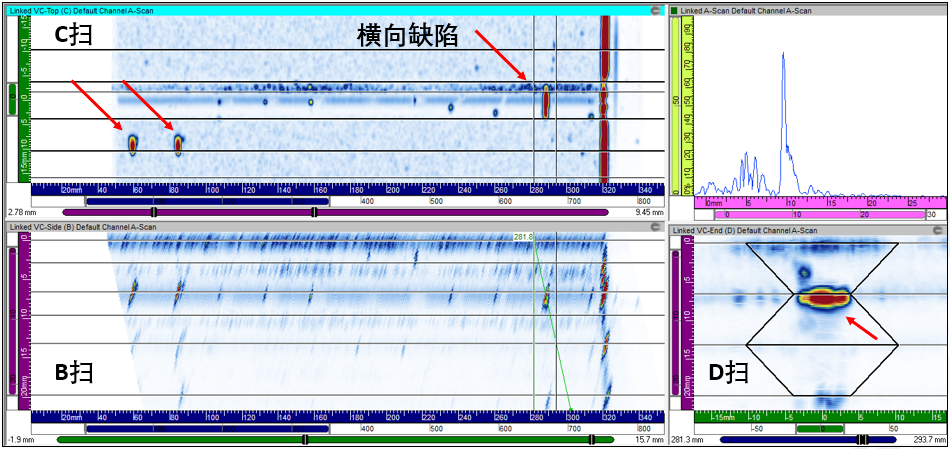
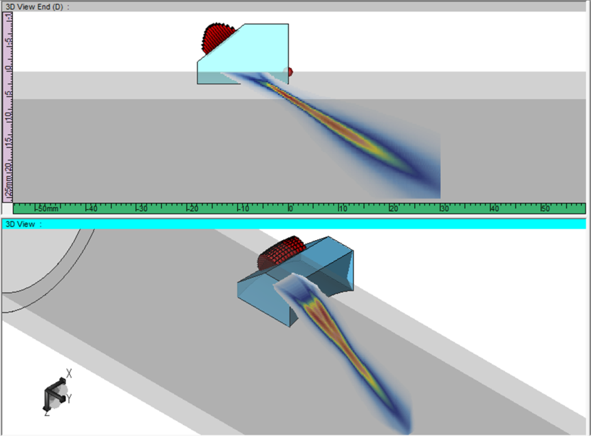
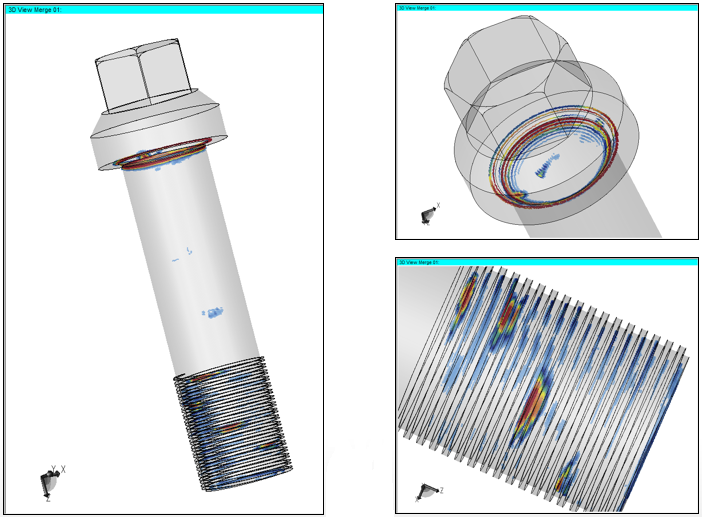
通过UltraVison 3软件的3D数据还原功能,有助于用户理解检测过程中出现的各种信号,能直观的从图像中观察到缺陷出现的具体位置,对采集后的数据进行后处理可以供极大的帮助。
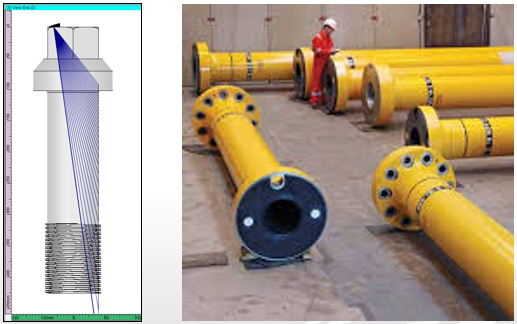

扫查计划制定,采用1D线阵相控阵探头,纵波扇形扫查,通过聚焦法则计算选择合适的波束角度以覆盖目标区域,探头旋转一周之后即可将螺栓整个圆周覆盖完全。
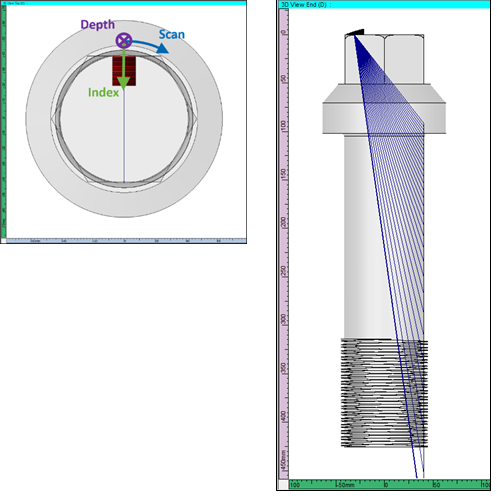
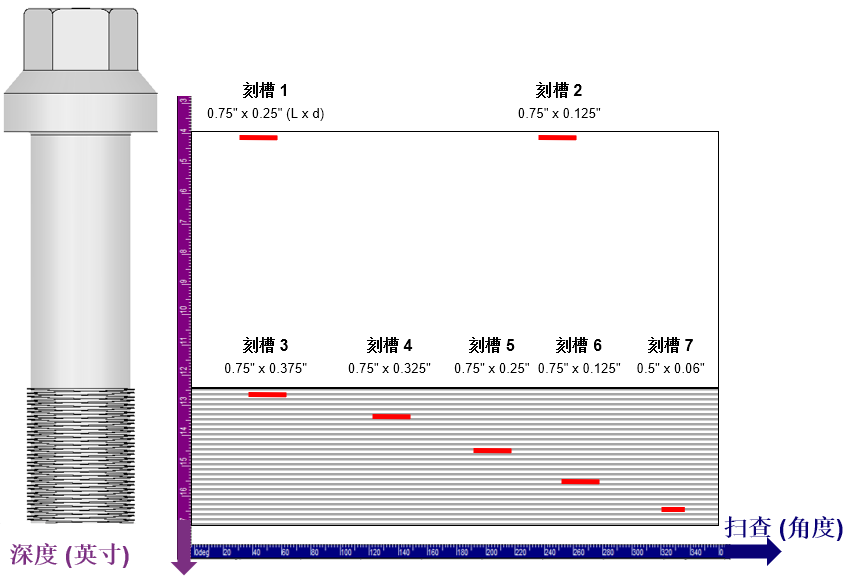
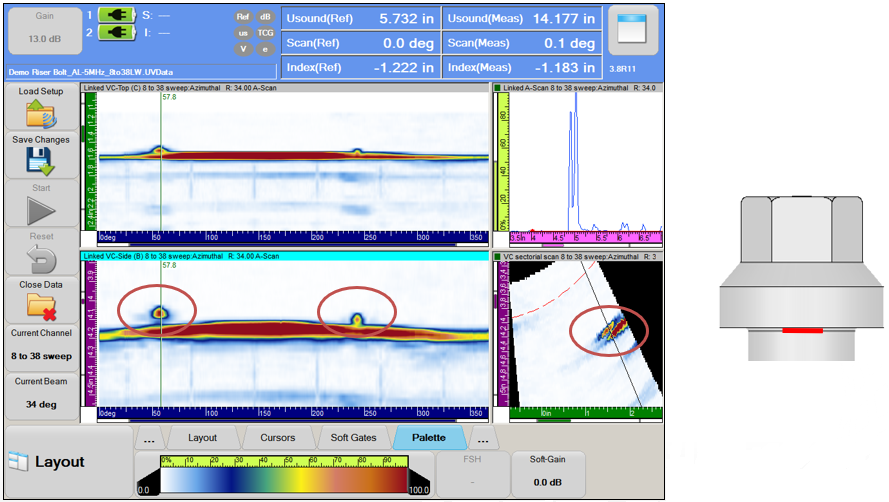
从以下B,C,D3个视图中可以直观的看到位于螺栓顶部的2个刻槽缺陷,且可以从坐标轴上准确的读出刻槽出现的位置。
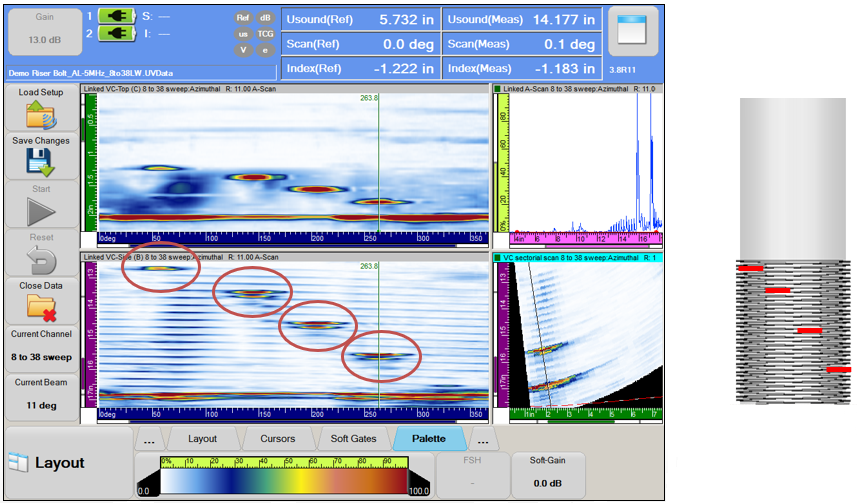
从以下B,C,D视图可以看到位于螺纹区域的刻槽可以很清晰的与螺纹信号的区分开来。
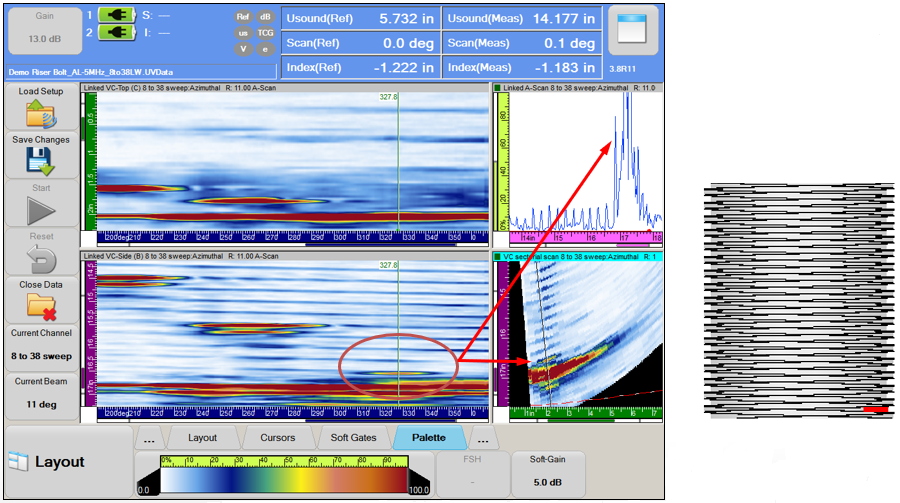
从以下B,C,D视图可以看出位于底部的刻槽信号与几何结构信号依然能够区分开,但是仅从A扫描视图中很难将刻槽信号辨别出来。
复合材料TR(时间反演功能)检测:
TOPAZ 32支持最新的Time Reversal(时间反演)功能,适用于复合材料检测,对于结构复杂,工件表面为曲面的工件,TR功能提供了一种好的解决方案,能够实时适应工件表面轮廓,达到仿形的目的。
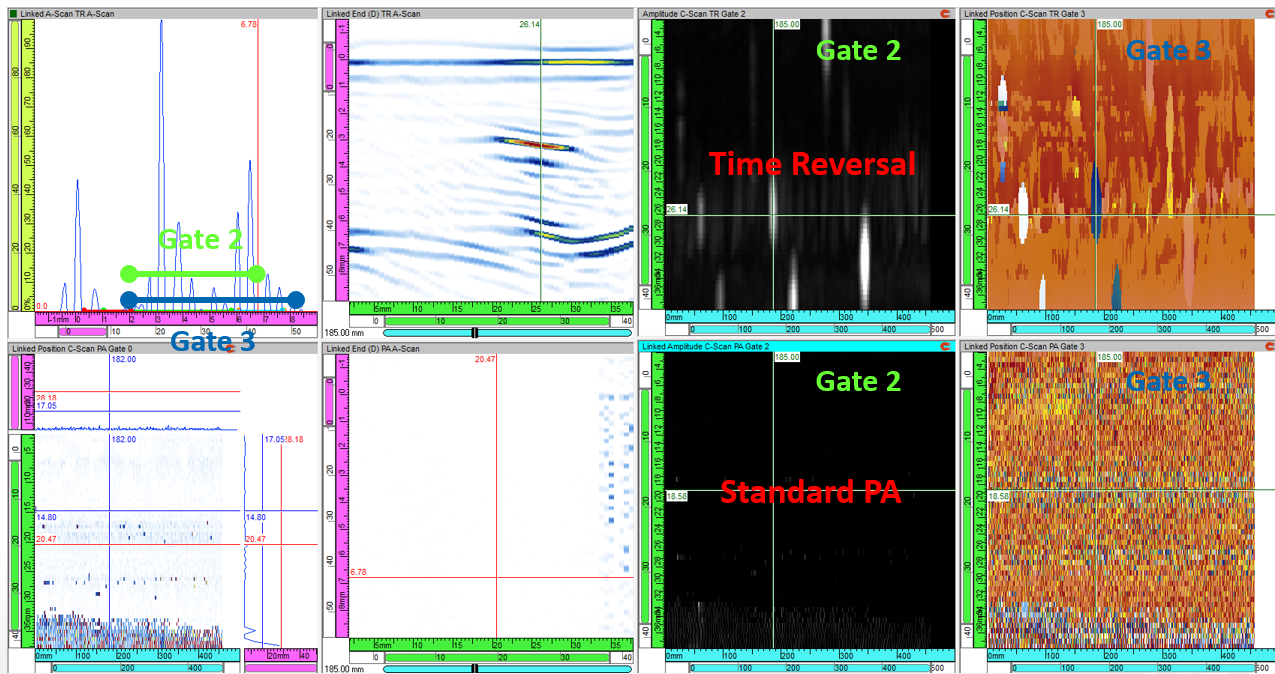
从上图检测结果中可以看出,当检测工件弧面处时,探头在移动过程中不可避免的存在与工件表面不对齐的情况,此时而常规的相控阵却无法得到任何显示,几乎完全失效,而TR通道依然可以通过算法进行补偿得到缺陷显示。
